
 Glatt
GlattWater-Insoluble Weakly Basic Actives on Tartaric Acid Beads – a DoE Case Study
Introduction to Weakly Basic Actives in Oral Formulation
Yes, the headline is long, the overall topic not easy. Additonally, the combination of water-insoluble weakly basic actives with a DoE (Design of Experiments) method based on functional starter beads requests more than basic knowledge. With the help of a CDMO – such as Glatt Pharmaceutical Services, Binzen/Germany – the topic is immediately simplified. Let’s look over the expert’s shoulder and learn.
In pharmaceutical development, weakly basic actives often create significant formulation challenges due to their inherent physicochemical properties. In particular, these compounds typically show poor solubility in aqueous environments. However, their solubility increases under pronounced acidic conditions, while dissolution remains limited at neutral to basic pH levels. Importantly, these non-acidic pH ranges correspond to the gastrointestinal environment where drug absorption is most critical. As a result, this strong pH-dependent solubility profile frequently leads to suboptimal bioavailability when conventional formulation approaches are applied. Therefore, the case study titled “Water-insoluble weakly basic actives on tartaric acid beads – a DoE case study” explores how the integration of functional acidic starter beads within a structured Design of Experiments (DoE) framework can optimize drug layering processes and, ultimately, improve the development pathway for challenging drug candidates.
Re-Formulated Summary of the DoE Case Study
The DoE case study addresses the technical and developmental complexities in formulating water-insoluble weakly basic actives for oral administration. These actives are difficult because they dissolve more readily in the low pH of the stomach yet demonstrate poor solubility in the higher pH environment of the intestine, where absorption typically occurs. Overcoming this requires a formulation strategy that enhances solubility and controls release behavior. The study illustrates how a Design of Experiments methodology can systematically evaluate and optimize critical process parameters. These process parameters are such as inlet air temperature, product temperature, spray rate, and atomization pressure during pellet layering.
Central to this formulation strategy is the use of tartaric acid pellets as starter beads. They serve not only as a carrier system for the active but also as a pH modifier to locally create an acidic microenvironment, Secondly, they enhance the main dissolution performance of the drug. The process studied involves seal-coating the tartaric acid beads, layering the micronized active in an organic solvent suspension. Finally, the resulting pellets are filled into capsules. A structured DoE enabled the research team to explore parameter interactions and optimize outcomes. Some measures of hte outcomes are alike yield, processing time, and bulk volume of the final pellet product. By conducting experiments across a defined parameter space, the team could identify robust processing conditions that support scale-up to commercial manufacturing while maintaining formulation stability and performance.
Experimental Framework
Within this experimental framework, tartaric acid beads (specifically TAP 700) were selected as the functional starter pellet. These beads provide a consistent acidic core that aids in maintaining a favorable local environment for weakly basic actives during dissolution. Tartaric acid spheres are designed to be monodisperse and highly spherical, which supports uniform coating and controlled layering processes. When the active drug is layered onto these beads, the localized acid milieu contributes to improved solubility and dissolution in media where otherwise a weakly basic compound would exhibit limited release. This approach leverages the inherent pH-modifying capability of tartaric acid core beads to offset the poor inherent solubility profile of such actives and to deliver a formulation that is more predictable and scalable.
Use of TAP Pellets in This Publication
In the examined case study, TAP (tartaric acid pellets) have a double functionality. They act as an tansport carrrier excipient, and as a process enabler for delivering weakly basic actives in a controlled release format. Their acidic character effectively modifies the microenvironment surrounding the active to counteract its solubility limitations. This core support enhances the solubility and dissolution profile of the active drug, particularly when transitioning from the stomach to the intestine. Furthermore, the design and quality of these TAP pellets enable efficient seal coating and active layering in fluidized bed processes. Main parameter to be mentioned are the narrow size distribution, high sphericity, and chemical purity. The case study uses TAP® 700 starter pellets as the foundation for drug layering trials. The trials demonstrate how these core beads support structured DoE optimization and scalable manufacturing pathways for complex drug products.
Here, the formulation foresees seal-coated and layered pellets in the size range between 800 µm and 1000 µm (Figure 1). The drug layering liquid contains the micronized active as a water-insoluble compound. Talc is taking as antitacking agent, further a binder and an organic solvent are selected. The solid fraction in the suspension is about 20% w/w.

Figure 1: Simplified sketch of a drug layered pellet. (A) tartaric acid pellet (TAP) to improve solubility, (B) seal coat to separate acid-labile API from tartaric acid, (C) drug layer. The drug-layered pellets are finally filled in a capsule.
Response factors
Response factors are a clear measure for the goals for process development. These factors need to be individually set at the beginning and are exemplarily the yield of drug load process in percent, the process time for commercial process in hours, or the bulk volume feasible for defined capsule sizes.
Processing weakly basic actives formulations
In a first process step, the seal-coated TAP 700 starter pellets are layered in a Wurster process with the micronized active powder being pre-suspended in an organic solvent. Drug-layered (DL) pellets are obtained and can further be filled in capsules (Figure 2).
Structured DoE settings and routes allow controlled change of process parameter in order to evaluate the optimum set of parameters. In this case, four parameters need to be handled as variables. The DoE plan therefore needs to be conducted in 16 steps in the stage of process development and process optimization. Fewer step numbers can be realized by excluding certain conditions through restricting the parameter space.

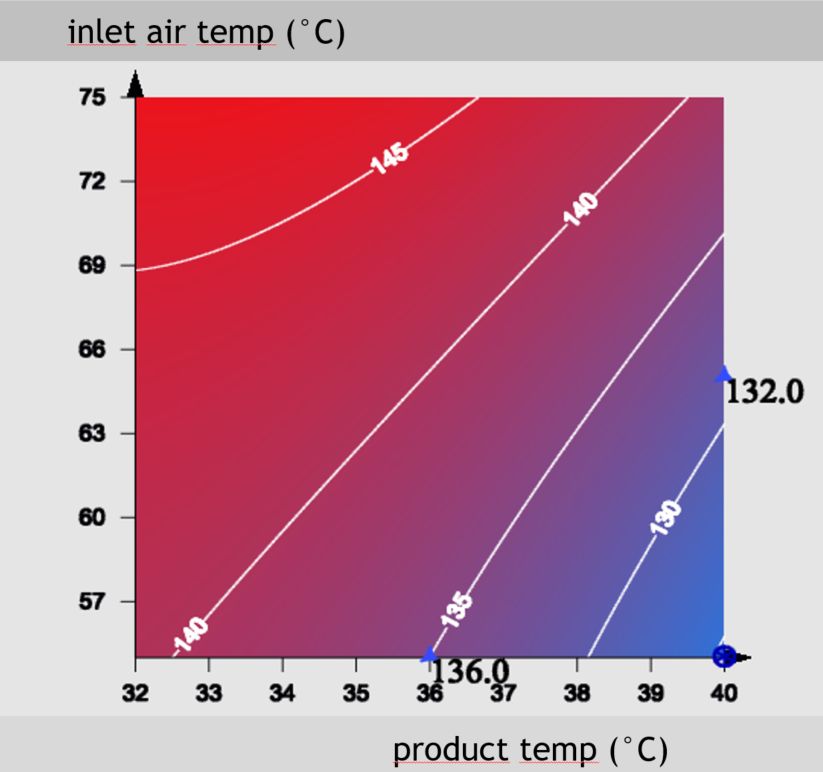
In the easiest way, a variable parameter induces direct changes to the final result. Mostly, the influence on the result is controlled by not less than two parameters and the respective parameters are not independent to each other. As an example, this is often the case for the inlet air temperature and the product temperature with respect to the bulk volume. Multi-dimensional visualizations can then be used for evaluation. Figure 3 shows the evaluation plot of a set of two exemplarily parameters.
Scale-up of weakly basic actives formulations
In further stages, such as the scale-up to pilot or scale-up to commercial phase I/II and final commercialization, the number of evaluation steps are continuously reducing, while the batch size is increasing from the kilogram to tons range (Figure 4).
So, general optimization steps towards process stability and scale-up capability need to be considered in the process optimization step. With ongoing project, multiple batch runs are performed for slight adjustments on the increasing batch size. Again, response factors are an easy measure for success. By entering the commercialization stages, the batch size does not increase anymore, and the process might be transferred to the client.
weakly basic actives formulated onto tartaric acid beads highlights how a disciplined Design of Experiments methodology can de-risk development and accelerate progress toward scalable formulation solutions. By leveraging tartaric acid starter pellets, formulators can mitigate inherent solubility challenges, achieve more predictable dissolution behavior, and support robust scale-up from early development to commercial manufacturing. Looking forward, continued refinement in DoE strategies and functional excipient technologies — especially in the area of pH-modulating cores like TAP — will further enhance the ability to formulate -=””>end=”5328″>weakly basic actives effectively, improving therapeutic outcomes and broadening the applicability of multiparticulate drug delivery systems in oral dosage forms.
Acknowledgement
We acknowledge Glatt Pharmaceutical Services for a deeper insight into DoE development of oral drug formulation from small scale to commercialization. The numbers given in this case study are not representative for any formulation.
